
• Industry-Leading 5 Year Warranty
• Industry-Leading 5 Year Warranty
• Industry-Leading 5 Year Warranty
• Industry-Leading 5 Year Warranty
Brakes
• Industry-Leading 5 Year Warranty
ABOUT DFE
The Market Leader – Delivering Innovative Tension Control Solutions For More Than 50 Years

Through the careful design and manufacture of automatic tension controllers, indicators, load cells and pneumatic brakes, DFE has delivered high-performance tension control solutions since 1974.
As a technology leader, DFE designed and patented the first integral tension roller load cell system known as the Tension Roll® transducer. The Tension Roll® quickly established a new benchmark for web tension measurement performance, convenience and reliability – qualities that continue to make it #1 in the industry today.
DFE’s consistent product quality, reliability and superior technical support translate into a lower total cost of ownership. All DFE products are manufactured in the USA and backed by an industry-leading 5 year warranty.
OUR CUSTOMERS INCLUDE
Leaders In Automotive, Batteries, Consumer Products, Non-Wovens, Packaging, Printing and Wire & Cable

DFE does not claim any ownership or association with the logos/trademarks displayed above. Display of these marks does not imply endorsement, sponsorship, or affiliation with DFE by the respective owners.
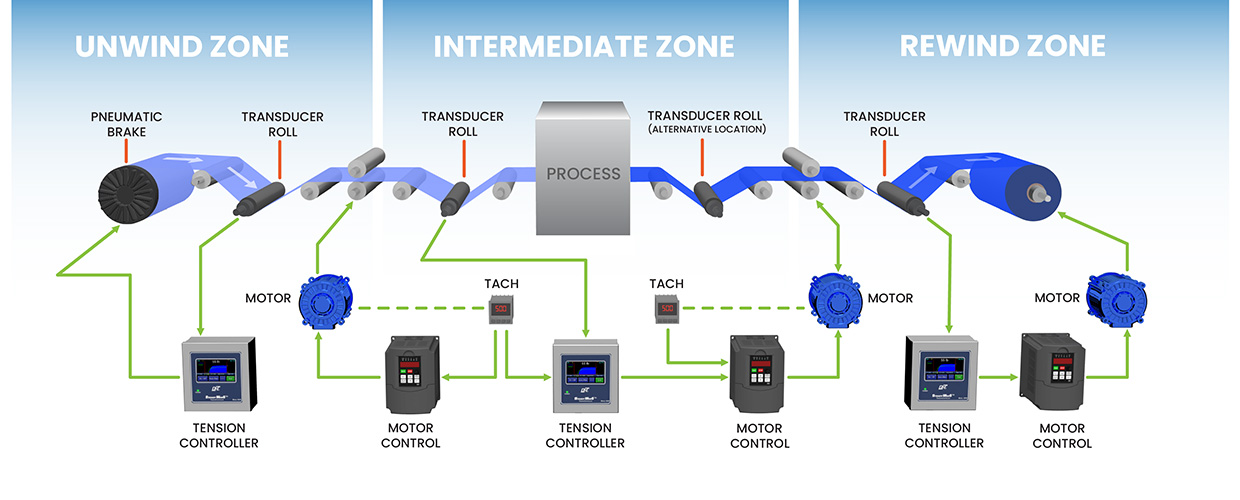
TENSION CONTROL SOLUTIONS FOR WEB PROCESSING & FINISHING
TENSION CONTROL SOLUTIONS FOR WIRE, CABLE, GLASS & COMPOSITE FILAMENTS

TOOLS FOR ENGINEERS & DESIGNERS
CAD Models Available In 60+ Native Formats
