Automated Fiber Placement (AFP) stands at the forefront of composite manufacturing, providing an advanced method for producing lightweight, high-strength components used in industries like aerospace, automotive, and wind energy. This technology involves the use of a robotic system to lay down fiber-reinforced polymer tapes or tows onto a mold or mandrel, forming complex composite structures with high precision and efficiency.

AFP via Robotic Arm
MATERIALS IN AFP
The materials used in AFP are primarily pre-impregnated fibers (prepregs), where continuous fibers like carbon, glass, or aramid are pre-coated with a matrix, usually a thermoset or thermoplastic resin.
Thermoset Prepreg materials are tacky at room temperature and require heating to activate the resin for bonding. They are stored at low temperatures to maintain their workability and are widely used due to their excellent mechanical properties. However, they must be cured under heat and pressure, typically in an autoclave or through other curing processes.
Thermoplastic Prepregs, unlike thermosets, do not cure but melt when heated and solidify upon cooling, allowing for recyclability and quicker processing times. They require higher temperatures for processing, often using lasers or hot gas torches for in-situ consolidation.
Dry Fibers are sometimes used with a separate resin infusion process post-layup, offering flexibility in resin choice but adding steps to the manufacturing process.
LAYUP PROCESS
The layup process in AFP involves several key steps. Before physical placement begins, the path of the fibers is simulated using software to ensure optimal fiber orientation and minimal material waste. This step is crucial for complex geometries where fiber steering might be required to follow curved surfaces.
Materials deposited by AFP machines are prepared either in a creel house for multiple tows or with integrated bobbins located directly on a placement head. Tension control is vital here to help deliver uniform fiber placement without defects like wrinkles or gaps.
The robotic arm or gantry system accurately places the fiber tows. For thermoset materials, heat is applied to increase tackiness, while for thermoplastics, heat melts the matrix for bonding. Compaction rollers apply pressure to ensure good adhesion and remove air.
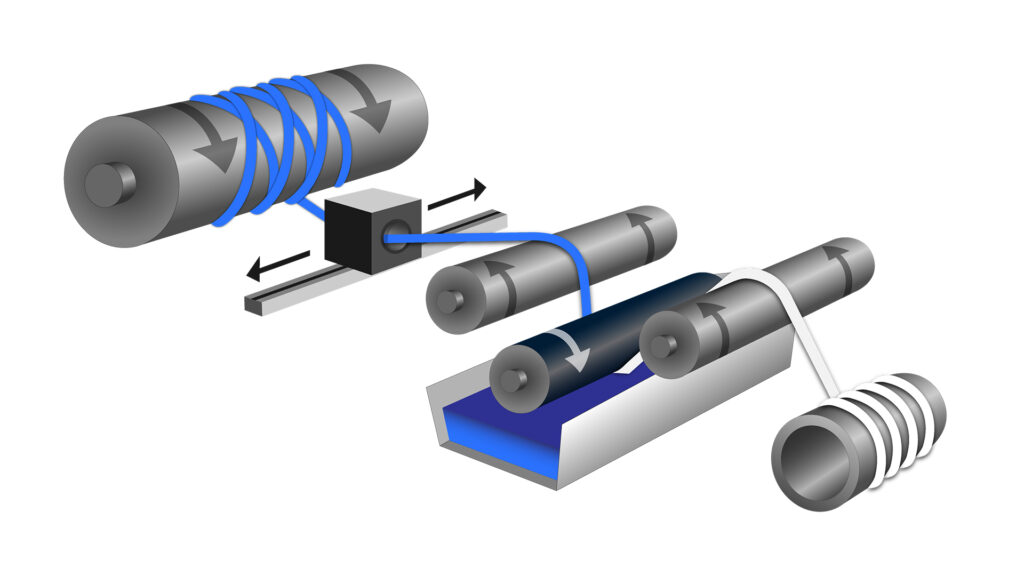 AFP Winding Process with Inline Resin Coating
AFP Winding Process with Inline Resin Coating
TENSION CONTROL INTEGRATION
At the layup stage, tension control is an important factor that can impact the successful deposition of material. Creel House systems leverage advanced tension control mechanisms to manage the tension of multiple tows, crucial for maintaining consistency over long runs. These systems rely on automation for real-time adjustments based on feedback from tension sensors.
Integrated Bobbin designs shorten the distance from the bobbins to the layup head allowing for quick tension adjustments, which are particularly beneficial for manufacturing parts with high precision. Tension control may be accomplished with calibrated brake torque devices, servos and/or sensor feedback loops, ensuring each bobbin can be independently controlled.
CURING PROCESS
After layup, the curing process solidifies the composite structure:
For thermoset materials, curing often occurs in an autoclave where high pressure and controlled temperature conditions polymerize the resin. This step is essential for achieving the final structural integrity of the part.
Thermoplastics can be processed through in-situ consolidation, where the material is heated and cooled during placement. This method reduces the need for post-layup processing, enhancing efficiency.
For both material types, alternative curing methods like out-of-autoclave curing or using UV or electron beam technology are gaining traction to reduce costs and increase production speeds.
MATERIAL AND LAYUP SYNERGY
The choice of material directly impacts layup strategies. Thermoplastics might require different heating strategies than thermosets, influencing the design of the AFP head and the layup speed. Complex geometries demand sophisticated layup path planning, where fiber steering can be employed. This requires materials that can conform without buckling, hence the interplay between material selection, tension control, and layup programming.
CURING WITH LAYUP
The layup process must account for the curing method. For instance, parts intended for autoclave curing might incorporate extra material to compensate for potential resin flow, affecting the layup strategy. In-situ curing with thermoplastics integrates the layup and curing into a single step, reducing defects by ensuring immediate bonding and consolidation.
CONCLUSION
The integration of tension control, material selection, layup, and curing in Automated Fiber Placement represents a sophisticated dance of technology and material science. Each element must be carefully considered and aligned to produce composite parts that meet the rigorous demands of modern engineering applications. As AFP technology continues to evolve, these processes are becoming more refined, leading to higher quality, more cost-effective composite manufacturing.
It’s important to consider that each aspect of the AFP process is not isolated but part of an interconnected system where the success of one step directly influences the outcomes of the others. The future of AFP lies in further integrating these processes, potentially through AI-driven automation, to push the boundaries of what composite manufacturing can achieve.
Typical turn-key tension control solutions incorporate:
• A closed-loop tension controller such as the SteadyWeb™ 6
• A load cell such as the Filament TriWheel or VNW transducer
• A Pneumatic Brake, Magnetic Particle Brake or Motor Drive System
Customers integrating tension control with a PLC most often utilize:
• A load cell signal amplifier such as the TA1 TrueTension™ Amplifier or TA500 EtherNet/IP™ Tension Amplifier
• A load cell such as the Filament TriWheel or VNW transducer
DFE offers the highest quality tension sensing transducers and controllers to achieve top performance in AFP composites manufacturing.




