What is Slitting?
In converting, “slitting” refers to the process of cutting large rolls of material into smaller rolls.
Types of Slitting Machines
The most common types of slitting machines are roll slitters (also known as log slitters) and slitter-rewinders.
A roll slitter uses a single large circular blade to cut all the way through a single roll of material mounted on the machine. An operator positions and pulls the blade through the roll of material, at measured points, cutting down through the core the material was wound on. Factors such as the roll material type, diameter, or core size will influence if roll slitting is a practical slitting method for a particular application.
For larger operations a slitter-rewinder may be more effective. The master roll is located in the unwind zone. As the roll material unwinds, it passes through a multi-blade slitting station with adjustable slitting heads. After slitting, each section is wound onto a new core. One benefit of slitter rewinders over roll slitters is that they can migrate material to a different diameter roll or core size.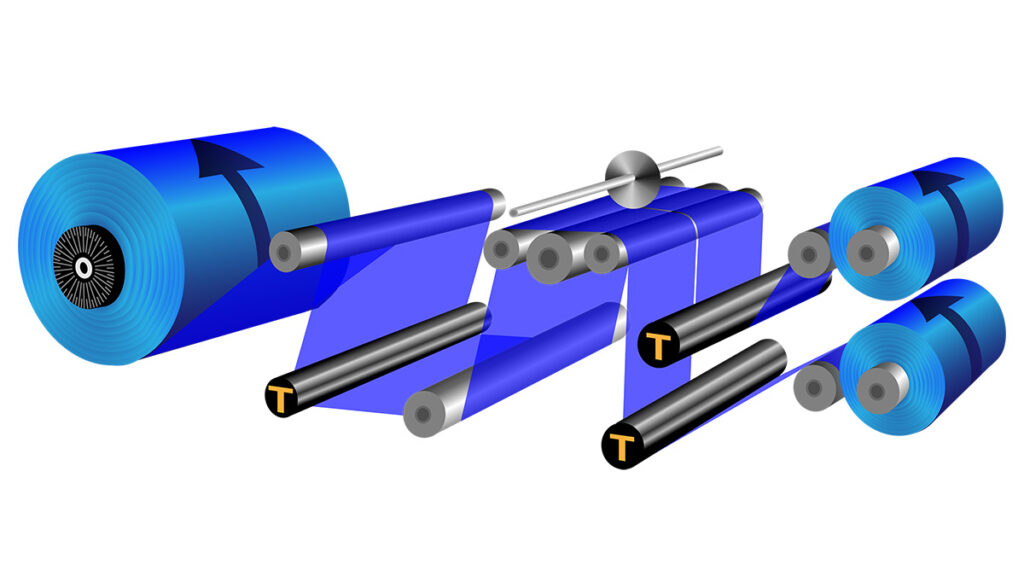 Tension Control in Slitter-Rewinders
Tension Control in Slitter-Rewinders
Web tension is the force applied to a continuous web of material in the slitting and winding process. Driven rollers can give an operator some control over tension using speed. Undriven rollers can also change the tension because of effects including the drag of bearings and resistance to speed changes. Improper tension can cause many material faults such as telescoping rolls, roll blocking, crushed cores, material wrinkles, web stretching, etc.
Most slitting and winding applications include three types of zones: Unwind, slitting, and rewind. A different tension level may be required in each individual zone, and should be monitored and controlled for optimum results.
In the Unwind Zone, the master roll is typically controlled by a brake or motor attached to the shaft or core chuck. The torque applied at the core is transmitted through the radial layers of roll to produce tension at the outside of the roll. Keeping web tension constant is important for the unwind process. A constant shaft torque will create increasing tension as the roll diameter decreases, so torque needs to be varied proportionally based on the variation of roll diameter. Roll inertia is another factor. If the brake or motor is not strong enough for the size of the roll diameter to properly handle the calculated inertial torque during acceleration and deceleration, the roll inertia can push out too much material causing slackness in the web which can contribute to unsuccessful slitting.
After the Unwind Zone the web continues to the Slitting Zone. Most of these rollers are typically driven by a motor through a chain or belt drive. Tension control must be maintained to keep a constant tension in the slitting area, especially for some stretchy and thin materials. Web material which is not well-tensioned in the slitter zone will cause a low quality slit edge as the material will not be firm enough for the knife to easily slice through. The material may also wander slightly causing incorrect slitting widths.
After the slitting zone, the product (strands) proceed to the Rewind Zone traveling on more driven rollers to their new cores to be rewound. Just like the unwind area, the tension is carried over from the slitter and will have to be tensioned by the torque of the winding shafts. The torque applied to the shaft is shared among the rolls winding on that shaft. If the winding rolls have differences in diameter or length, some rolls may wind tighter than others. In the rewind zone, the tension must decrease as the rolls get larger so as not to crush cores or break the web. Taper Tension is a feature of some automatic tension controllers where the diameter of the rolls are measured via an input device. As roll diameters increase, the rewind motor is made to slow down a certain percentage to correspond to the required output. This results in rolls with natural tension progression that are unlikely to incur defects during handling and storage.
While theory can be valuable in establishing the process of a slitting operation, in some unique slitting and winding applications optimal tension levels can only be determined after actually running a test web through the machine to find the best tension setpoint for each respective zone.
Typical tension control solutions incorporate:
• A closed-loop tension controller such as the SteadyWeb™ 6
• A load cell such as the Tension Roll® Transducer
• A Pneumatic Brake, Magnetic Particle Brake, Clutch or Motor Drive System
Customers integrating tension control with a PLC most often utilize:
• A load cell signal amplifier such as the TA1 TrueTension™ Amplifier
• A load cell such as the Tension Roll® Transducer, a pair of convertible load cells such as the Model C Series Transducers or Under Pillow Block Transducers such as the Model F Series