Battery electrodes are, at their core, coated webs. Anodes are usually copper foil coated with graphite; cathodes are aluminum foil coated with active materials such as NMC, LFP, or other chemistries. These coatings are typically applied as slurry layers that must dry uniformly and calender to a consistent thickness and density. The foils themselves are thin, soft metals—strong enough to carry the coating but compliant enough that they easily wrinkle, scratch, stretch, or telescopically distort when the web is mishandled.
Because of this, electrode manufacturing is really an exercise in precision web handling, and tension control becomes one of the dominant process levers for quality and yield.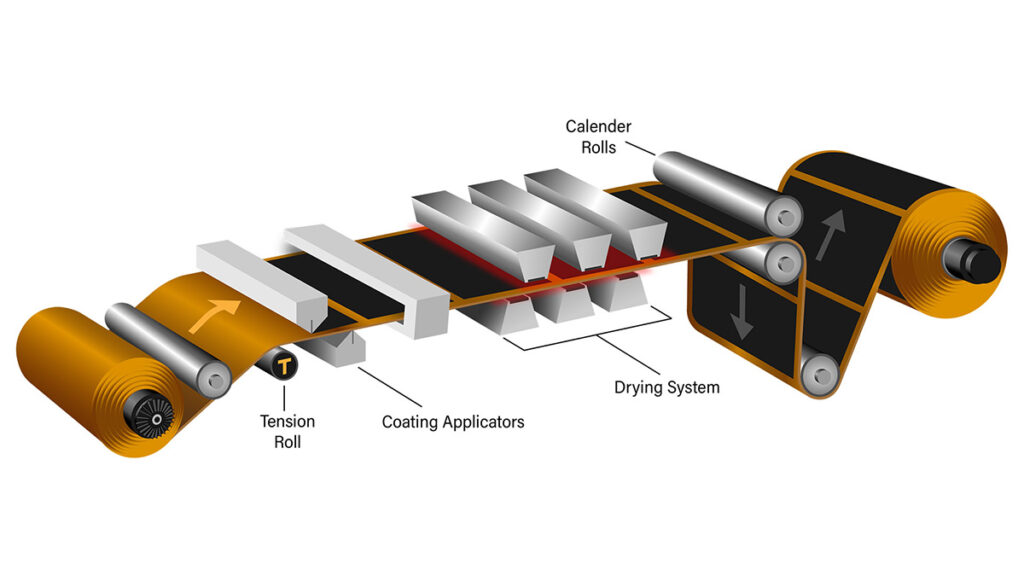 Why Tension Matters for Electrode Quality
Why Tension Matters for Electrode Quality
Every step—coating, drying, calendering, inspection, winding, and slitting—has its own “sweet spot” for tension. Too little tension and the web wrinkles, baggy lanes develop, or the foil fails to track through guides and rolls. Too much tension and you stretch the foil, distort the coating geometry, or make calendering uneven. Thin foils are not forgiving; they report every mistake downstream.
Electrode webs are also prone to cross‑web nonuniformities. Lane‑to‑lane variation in foil gauge or coating thickness means that tension is not naturally equal across the width. If you don’t measure and control those lanes independently, one lane goes slack while another goes tight—an excellent recipe for wrinkles, web wander, and premature edge damage.
Closed‑Loop Control: The Foundation of a Stable Process
What most electrode lines need is closed‑loop tension control. In web handling terms, this means the system continuously measures the true web tension and adjusts torque or drag to maintain it. Manual or open‑loop control simply doesn’t react fast enough to coating‑thickness changes, foil‑roll eccentricity, splice bumps, thermal variation, or minor speed disturbances.
A good closed‑loop controller stabilizes the entire process. Once tension becomes predictable, everything else—coating window, dryer performance, calender nip response—behaves more predictably as well. The process stops “hunting” for stability.
Segmented Sensing for Multi‑Lane Electrode Lines
Electrode producers increasingly run multi‑lane webs to boost throughput, especially with narrower formats. This is where the segmented tension roll becomes essential. Instead of reading just one global tension value, the roll measures tension in each lane independently.
Why this matters:
- Corrects cross‑web gauge variation. You no longer let one tight lane dominate and pull the others along.
- Reduces wrinkles and diagonal patterns. Slack lanes can be identified and corrected before they cause visible defects or coating skips.
- Improves slitting accuracy. Each lane presents to the slitter with more consistent geometry.
Segmented rolls are one of the most effective tools for diagnosing and correcting chronic lane‑to‑lane defects—issues that may otherwise masquerade as coating or calendering problems.
 A cantilevered, Segmented Tension Roll® measuring multiple electrode lanes
A cantilevered, Segmented Tension Roll® measuring multiple electrode lanes
High‑Accuracy Transducers: Getting a Clean Tension Signal
The most important part of tension control is the measurement. Foils used in anodes and cathodes are extremely thin and have low modulus, meaning you must sense low tensions with very high precision. You also must deal with coating debris, vibration, and thermal gradients.
A proper tension transducer gives you:
- High signal‑to‑noise semiconductor type gages, even at very low tensions
- Mechanical robustness, so drift and zero shift don’t become chronic
- Stable calibration, despite the harsh mechanical environment (rollers, dryers, nip stations)
Better measurements mean better control; better control means fewer defects.
Where Tension Directly Influences Electrode Quality
Here are the key stages where tension makes or breaks the process:
Coating
Tension governs web flatness at the coating head. Uneven tension leads to nonuniform deposition, streaks, and ribbing. Consistent tension supports smooth laydown and repeatable coating profiles.
Drying
As the slurry cures, differential shrinkage can create internal stresses. If web tension is unstable, you get edge curl, camber, or distortions that complicate later steps.
Calendering
Calender nips amplify any tension variation. If tension is too high, you compress the coating more than intended; too low and you fail to achieve target density. Either way, the electrochemical performance suffers due to inconsistent porosity.
Inspection
Optical and laser‑based inspection systems require a flat, smooth, stable web. Variations in web shape caused by poor tension reduce the repeatability of defect detection.
Slitting & Winding
This is where tension mistakes show up the loudest. Slack lanes wrinkle and telescope; tight lanes tear or cause slit‑edge compression. Winding geometry is highly tension‑sensitive, especially with thin foils that easily dish, buckle, or imprint.
The Bottom Line
Battery‑electrode manufacturing is really about controlling a difficult web. Tension is the first variable to get right because it conditions the web’s shape, stability, and responsiveness for every downstream process. Tools like closed‑loop controllers, high‑accuracy transducers, and segmented rolls give manufacturers the precision needed to maintain coating uniformity, reduce scrap, and run faster without sacrificing quality.
DFE offers the highest quality tension sensing transducers and controllers to achieve top performance in battery electrode manufacturing.
Typical battery electrode tension control solutions incorporate:
• A closed-loop tension controller such as the SteadyWeb™ 6
• A load cell such as the Tension Roll® Transducer
• A Pneumatic Brake, Magnetic Particle Brake, Clutch or Motor Drive System
Customers integrating tension control with a PLC most often utilize:
• A load cell signal amplifier such as the TA1 TrueTension™ Amplifier
• A load cell such as the Tension Roll® Transducer, a pair of convertible load cells such as the Model C Series Transducers or Under Pillow Block Transducers such as the Model F Series





