A tension zone is any segment of a web machine in which the tension on the web (in the machine direction) is isolated from other parts of the process. This occurs between the unwind stand and the first driven roll (or nip), sequential driven rolls in process areas, and between the final driven roll and the rewind stand.
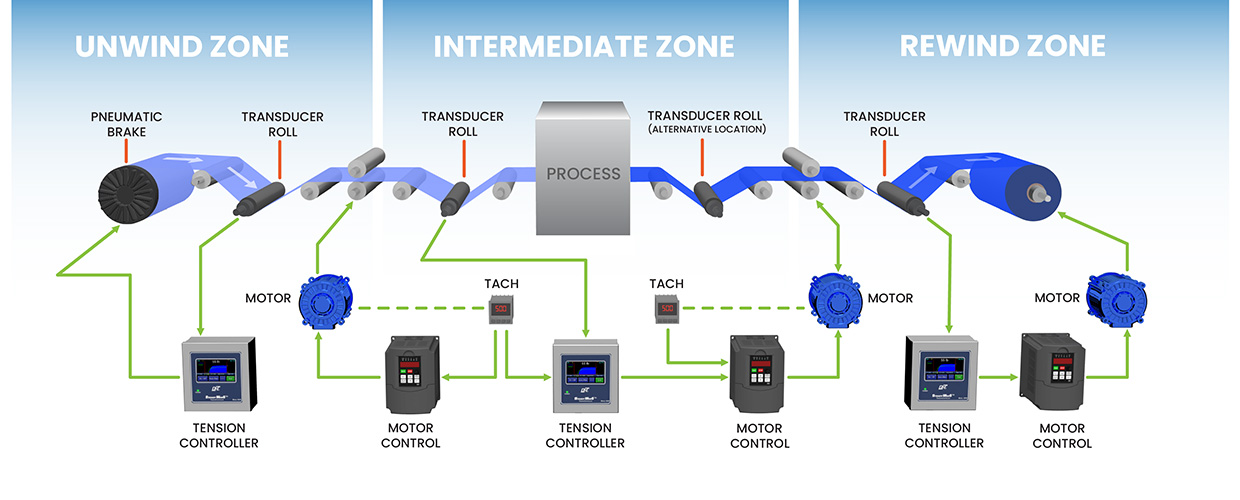
UNWIND ZONE (INFEED)
Tension in the unwind zone can be controlled by a pneumatic brake, electric brake or regenerative drive. During machine operation the measurement signal from the tension transducers (load cells) is input to an automatic tension controller. The controller compares the actual tension to a desired tension set point (programmed by the operator) and sends a compensated electric or pneumatic output signal to the torque device. As the roll diameter decreases over time, tension changes registered by the load cells cause the controller to reduce torque to maintain the desired tension set point.





