In roll-to-roll manufacturing and web converting, encountering roll winding defects is common. Some defects may include –
Telescoping Rolls: When the wound roll’s layers shift, resulting in an uneven roll surface. Certain films and coated papers with slick surfaces may be more susceptible to telescoping caused by a tension imbalance during and after winding.

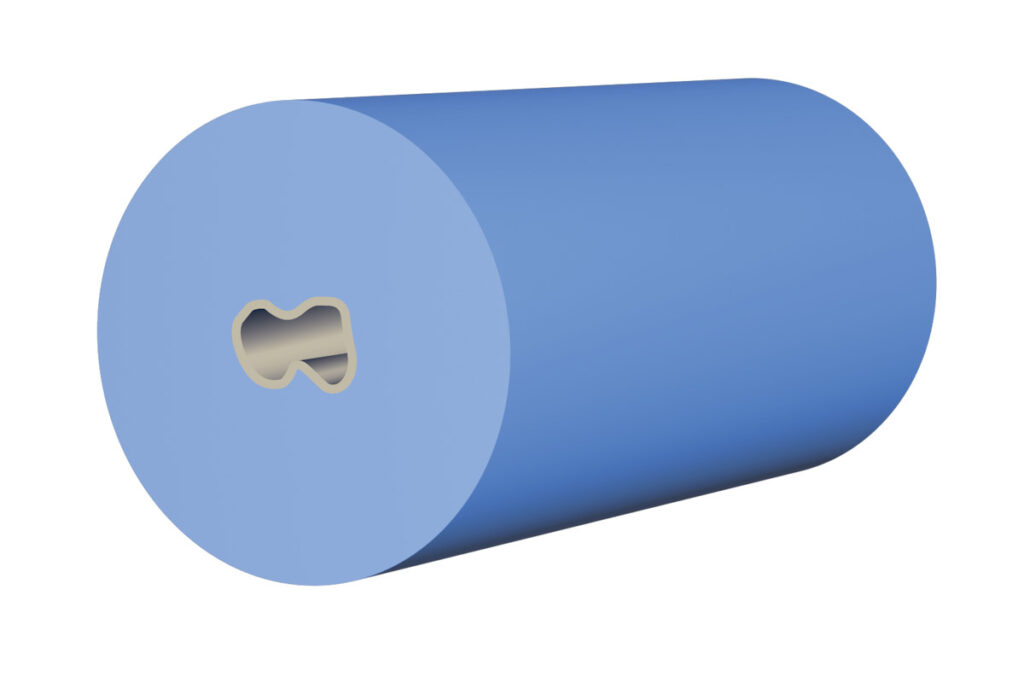
Crushed Cores: When the core of the wound roll collapses or deforms under the tension (or tension shift) of the wound web. A crushed core may not become apparent until after a winding shaft has been removed, or the roll experiences coil tension shift during handling, transportation or storage.
Lopsided or Skewed Rolls: When the roll is not wound evenly, resulting in a roll that is thicker on one side than another. A variety of factors may contribute to this problem, such as uneven material stretch, poor tracking/alignment issues, or unevenness of an extruded, laminated or coated material.
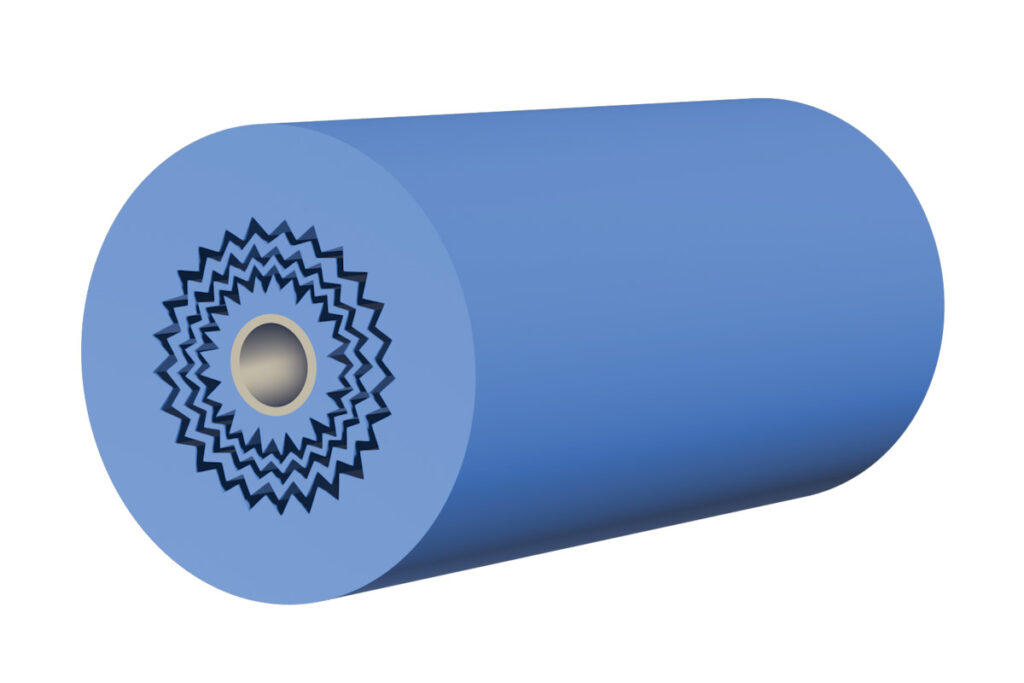
Wrinkled & Starred Rolls: When a material is wound too loosely. However, in some cases it can also result from buckling that occurs when winding tension is too tight or inconsistently applied.
Overlapping Rolls: When material is wound over itself, resulting in thickened areas of the roll. If not prevented, overlapping can result in tension spikes or web breakages when a defective roll is unwound. Additionally, if the overlapping sections of web should slip during roll handling or storage, other types of roll defects may develop as coil tension seeks equilibrium.
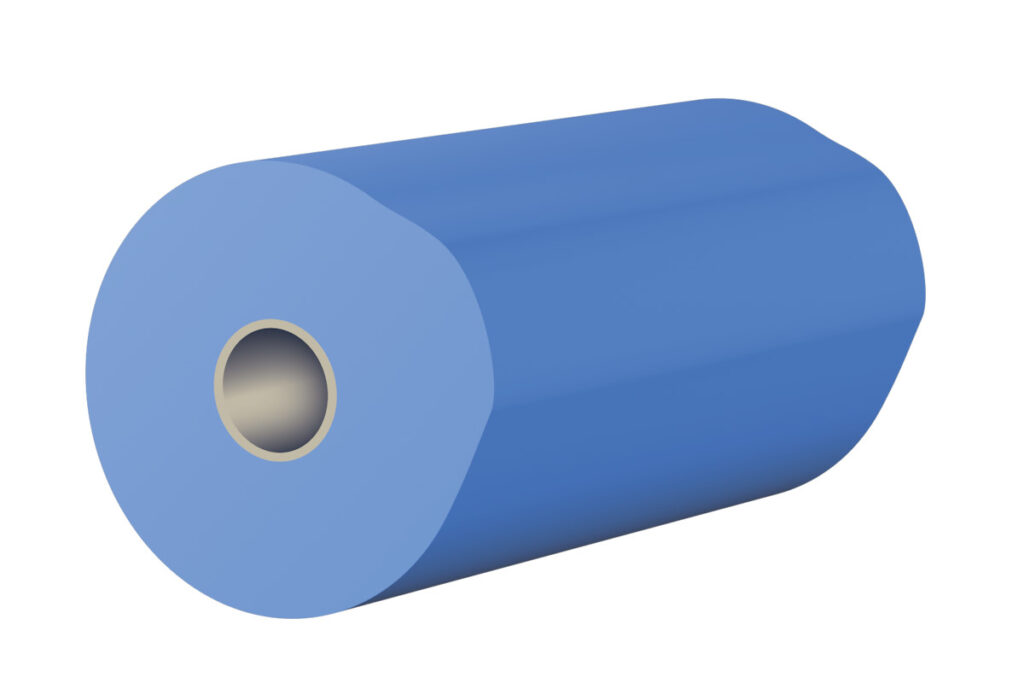
Out-of-Round Rolls: This occurs when the tension applied to the material is not consistent, resulting in variations in the roll’s diameter or shape. This can occur if an operator makes too few or incorrect tension adjustments during the winding process. Tension imbalances that occur in processes prior to the rewind zone can also precipitate downstream, contributing to out-of-round rolls.
As described above, winding defects may be caused by one or more of a combinations of factors involving tension and other web handling dynamics. Due to this, the prevention or elimination of defects may require taking an experimental approach made in concert with tension feedback observations. Employing a digital closed-loop tension controller such as the SteadyWeb 6 with built-in taper-tension programming and timelapse display capability will ensure that the right tools are available to confront the challenges at hand.

Telescoping can occur without warning, during or after wind-up, and sometimes at the start of the unwinding process. To avoid recurring scrap, the best approach is to prevent the defect from occurring in the first place. Typically, this can be achieved by setting a taper tension value between 25% and 50% during wind-up. How much taper is required will depend on how slick and extensible the material being wound is and may require some experimentation to find the best recipe. The goal should be to arrive at a stable tension coil that can last throughout wind-up, transport, storage and unwinding.
Crushed Cores can occur due to stresses during winding or material handling. To prevent core crush from overtension, experiment with winding cores at a higher tension setpoint at the start of the roll, then transition to a lower setpoint once a firm core of material has been established. Initiating the taper tension program after establishing a firm core may also help to prevent core crushing as a result of interlayer slippage in the tension coil.
Preventing lopsided rolls requires even tension application, proper roll alignment and consistent material gage across the web. Machines with cantilevered designs may be more susceptible to material deformation at high tensions if rollers deflect significantly under load. While devices such as web guides can help to keep webs tracking properly throughout the machine, optimizing tension at a reduced setpoint can help to minimize machine component strain, alignment shifts and resulting material deformation.
Wrinkled and starred rolls can result from winding processes with low or inconsistent tension. This could be as a result of manual control that is too erratic, or closed-loop control that is too aggressive (stretch-slack oscillation) or too sluggish (drive torque does not increase fast enough to match diameter increase). Tuning the controller to respond quick enough to match torque with diameter without overshooting will help greatly to reduce or eliminate wrinkles. For materials with slick surfaces, activating taper tension can also help to prevent stretch or slippage that can lead to starring and buckling.
Overlapping rolls have similar attributes to wrinkled rolls, but on a larger scale. Inspect upstream processes to ensure that damping is sufficient to prevent slack webs from rippling downstream. Inspect components such as clutches and core chucks to ensure that slippage is not creating slack webs that prevent successful winding. If a tension controller setpoint is higher than the torque capability of some winding components, oscillation may lead to overlap conditions. In those circumstances, increasing torque capability or reducing tension setpoints may help to resolve issues.
Out-of-Round rolls have similar root causes to overlapping rolls. Monitoring web tension for surges and anomalies both before and at the rewind zone will help to paint a picture of what may be causing the phenomenon (component slippage, poor response or lack of closed-loop control). Some rolls may become out-of-round while in storage. This can be due to winding too loose, poor storage practices or a combination of both.
Resolving each type of roll defect can be challenging simply based on the large number of variables that affect winding dynamics. However, leveraging the proper tools for tension monitoring and control, makes it possible to experiment with winding solutions that deliver results quickly – boosting productivity and reducing scrap.





