WHAT IS WEB TENSION CONTROL?
Web tension control is the continuous regulation of the force within a moving web to a desired setpoint, that also compensates for disturbances in the process. Tension is a force, typically expressed in units such as pounds-force (lbf) or newtons (N). In any web process, tension is not constant by nature. It varies continuously due to changes in:
• Roll diameter
• Speed
• Material properties
• Friction and traction conditions
The purpose of a tension control system is to reduce variation and maintain tension within an acceptable operating range, which is accomplished with the use of a closed-loop control system.
WHY TENSION CONTROL MATTERS
Proper control of web tension is essential because tension directly influences material behavior and process stability.
When tension is properly regulated, it helps:
• Limit strain (elongation) to acceptable levels
• Maintain registration in printing and converting operations
• Reduce defects such as wrinkles, web breaks, and misalignment
• Improve process stability, which may allow higher operating speeds when other process limits permit
• Reduce scrap and material waste
If tension is poorly controlled, the process becomes unstable, and defects are more likely to occur.
WHAT TENSION CONTROL DOES AND DOES NOT DO
It is important to understand that tension control:
• Does regulate force in the web
• Does Not eliminate strain (tension causes strain; it does not prevent it)
• Does Not correct all web handling problems
• Often compensates for upstream issues such as poor alignment, improper geometry, or inadequate traction
Tension should be viewed as one part of a larger system, not the sole solution to process problems.
HOW WEB TENSION IS MEASURED
The most reliable method of measuring web tension is by sensing the forces on a roller using load cells (tension transducers).
In a typical system:
• The web passes over an idler roll
• The forces exerted on that roll are detected by load cells
• These sensors produce a signal proportional to the actual web tension
This measured value is used as feedback in a control system.
CLOSED-LOOP TENSION CONTROL
Modern systems use closed-loop control to regulate tension.
In this approach:
1. The actual tension is measured continuously
2. It is compared to a desired setpoint
3. The difference (error) is used to adjust a torque or speed-producing device
The controller continuously adjusts system output to minimize this error.
Devices used to influence tension include:
• Brakes (pneumatic or electric)
• Motor drives
• Clutches
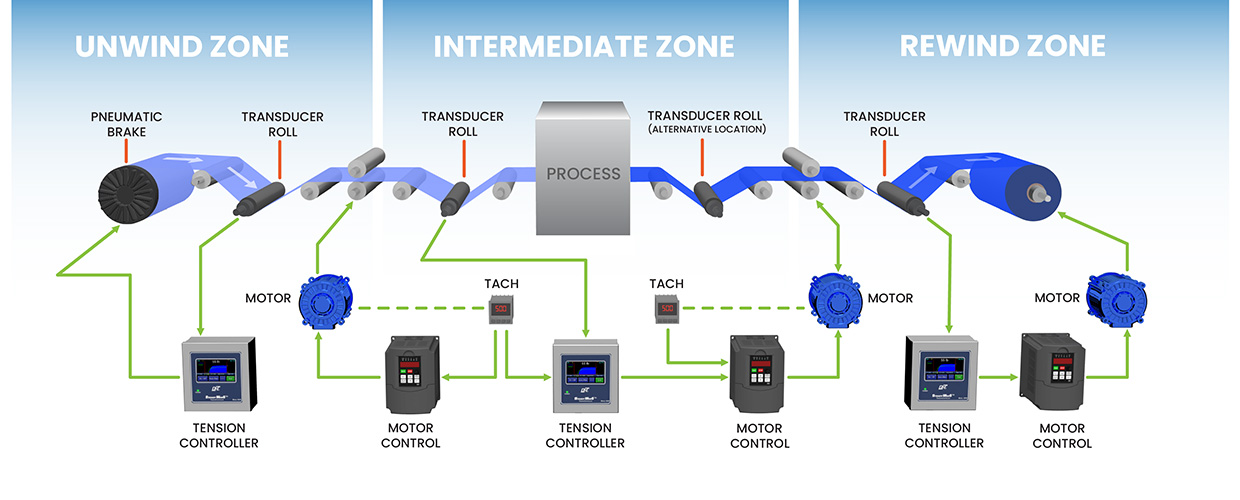
TENSION CONTROL ZONES
Web processes are typically divided into three primary tension zones:
1) Unwind Zone (Infeed)
In the unwind zone, tension is created by resisting the rotation of the supply roll.
• Torque is applied using a brake or drive
• This torque generates web tension (force), which in turn produces strain in the material
• A controller adjusts torque as roll diameter decreases to maintain the desired tension range
The objective is to establish stable incoming tension to the process.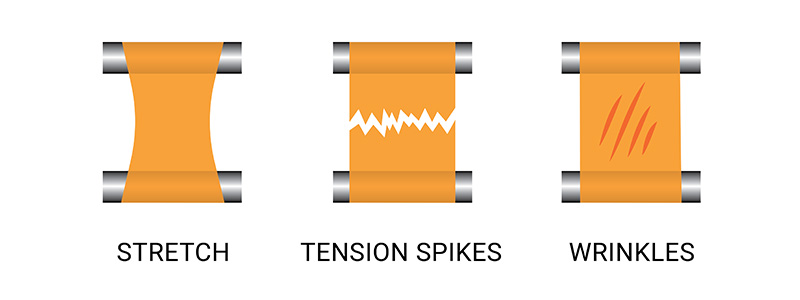 2) Intermediate Zone (Process Zone)
2) Intermediate Zone (Process Zone)
The intermediate zone is where value-added processes occur (printing, coating, laminating, slitting, etc.).
• One drive typically establishes the primary line speed
• Other driven rollers act as followers, often with small tension trim adjustments
• Load cell feedback may be used to fine-tune speed relationships
The goal in this zone is to maintain tension appropriate for the process, which may be critical to product quality.
3) Rewind Zone (Take-Up)
In the rewind zone, tension is controlled by adjusting the torque applied to the winding roll.
• Torque is supplied by motor drives or clutches
• As roll diameter increases, torque must be adjusted to maintain consistent tension
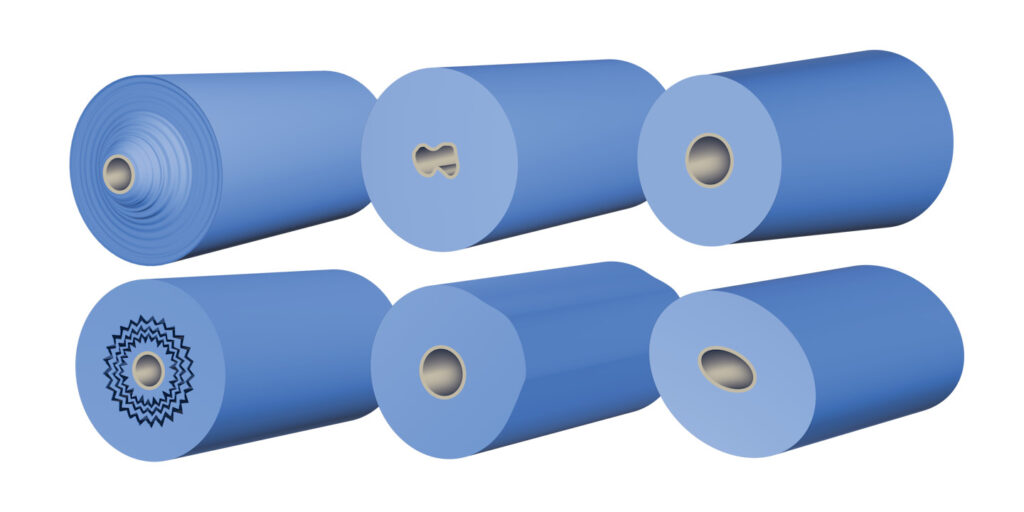
Proper rewind tension helps reduce the likelihood of defects, including:
• Loose (soft) rolls
• Excessively tight rolls
• Telescoping
• Starring
• Core crushing
 KEY PRACTICAL CONSIDERATIONS
KEY PRACTICAL CONSIDERATIONS
• Tension is a result of torque and speed relationships, not an independent variable
• All webs respond differently—films, paper, and textiles have different tension tolerances
• The acceptable tension range may be narrow and material-dependent
• Excessive tension often causes permanent material damage, not just temporary instability
FINAL PERSPECTIVE
Tension control is essential to web handling, but it should be applied with discipline.
The objective is not to “add more control,” but to:
• Apply only the tension required by the process
• Maintain stability within a defined operating window
• Avoid using tension to compensate for mechanical or geometric problems
In short:
Control tension because the process requires it—not simply because you can.
Typical tension control solutions incorporate:
• A closed-loop tension controller such as the SteadyWeb™ 6
• A load cell such as the Tension Roll® Transducer
• A Pneumatic Brake, Magnetic Particle Brake, Clutch or Motor Drive System
Customers integrating tension control with a PLC most often utilize:
• A load cell signal amplifier such as the TA1 TrueTension™ Amplifier
• A load cell such as the Tension Roll® Transducer, a pair of convertible load cells such as the Model C Series Transducers or Under Pillow-Block Transducers such as the Model F Series





